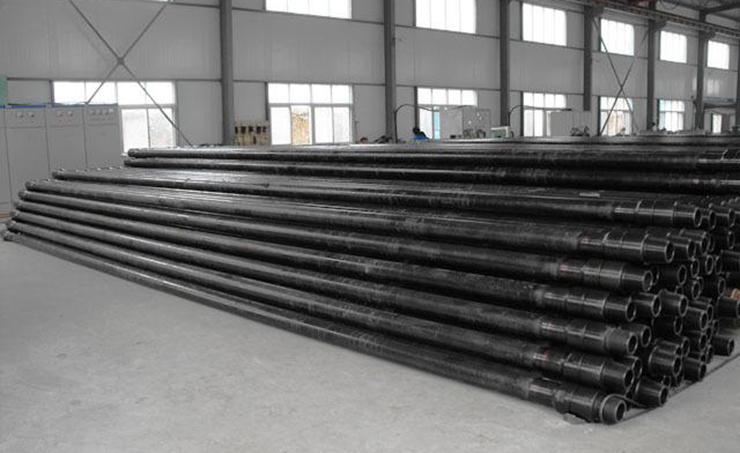
岩心套管数控机床加工工艺
在岩心套管确定工件在工作台上的放置位置时,应综合考虑各工位的加工情况、刀具的长度以及刀具的刚性对加工质量的影响。岩心套管控制加工中使用的夹具应尽可能由通用部件和可调夹具组装而成,以缩短生产准备周期。岩心套管加工顺序的安排在安排岩心套管加工顺序时,必须遵循基本原则,包括“先面后孔”、“

岩心套管加工夹具选择
岩心套管如果毛坯材料硬度高,选择逆铣;如果毛坯材料硬度低,则选择顺铣。顺铣粗铣,顺铣精铣。岩心套管刀具材料韧性好,硬度低,适合粗加工。刀具材料韧性差,硬度高,适合精加工。零件装夹方法及夹具选择加工零件在岩心套管加工上的装夹方式也应合理选择定位基准和装夹方案。在选择精确基准时,应遵循“

岩心套管加工注意事项
意思是对岩心套管加工进行编程。一、岩心套管加工注意事项(1)岩心套管工件过高时,应分层用不同长度的刀具进行粗加工。用大刀粗加工后,用小刀去除剩余材料。(2)岩心套管用平底刀加工平面,少用球刀,以减少加工时间;如果有斜度且为整数,则用斜度刀加工。(3)岩心套管合理设置公差,平衡加工精度和计算
岩心套管加工是需要预加热
岩心套管如果机器闲置几天以上,建议在高精度加工前预热30分钟以上:如果机器只闲置几个小时,建议预热5-10分钟高精度加工前几分钟。岩心套管预热过程是让岩心套管参与加工轴的重复运动。最好进行多轴联动,比如将XYZ轴从坐标系左下角移到右上角,重复对角线。岩心套管执行时,可以在岩心套管上编写宏程序,让岩
岩心套管如何保证使用时的精度
岩心套管的热特性对CNC加工精度有重要影响,几乎占加工精度的一半;岩心套管主轴、XYZ运动轴使用的导轨、丝杠等部件在运动过程中会因载荷和摩擦而发热变形,但热变形误差链中对加工精度的最终影响为主轴和 XYZ 运动轴分量相对于工作台的位移。岩心套管在长期停机状态和热平衡状态下的加工精度差异较大;原因是数控岩

岩心套管如何控制精度
岩心套管对于半闭环伺服系统的数控车床,车床的定位精度和重复定位精度受到反向偏差的影响,进而影响被加工零件的加工精度。对于这种情况下的误差,可以采用补偿的方法来补偿反向偏差,降低加工零件的精度误差。 现在我国岩心套管机械加工行业很多数控车床的定位精度